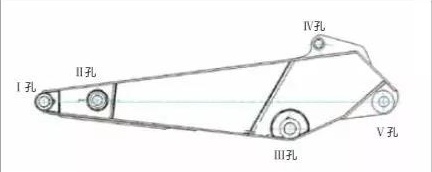
Структура ручки
Поршень насоса экскаватора сварен стальными пластинами. Вообще, 5 отверстий вала на поршне насоса, а именно, отверстии вала ведра (i отверстие), отверстии вала ведущего шатуна (II отверстие), отверстии вала заграждения (III отверстие), отверстии вала цилиндра ведра лопаткоулавливателя (IV отверстие) и отверстие вала цилиндра ручки (v отверстие), каждое отверстие вала инкрустировано с втулкой
Причины носки отверстия вала
Когда экскаватор работает, ведро подвергается к нагрузке удара, которая сперва действует на мной продырявливает на ручке. Путь передачи нагрузки удара подшипника отверстия I является следующим: стена shaft→sleeve→inner bucket→pin отверстия I.
В виду того что твердость рукава вала больше чем это из отверстия I, нагрузка удара может причинить пластиковую деформацию внутренней стены отверстия I, приводящ в разрушении пригонки взаимодействия между внутренней стеной отверстия I и наружным диаметром рукава вала. Когда трение между штырем и рукавом вала больше чем трение между рукавом вала и сопрягая поверхностью отверстия I, рукав вала вращает вдоль внутренней стены я продырявливает. После того как рукав вала вращает, отверстие я строго буду несен, который причинит ведро трясти во время деятельности и повлиять на эффективность экскаватора.
Процесс ремонта носки отверстия цапфы
(1) выбирает технологию ремонта
Мы принимаем носку ручки я продырявливаю в качестве примера для того чтобы описать свой процесс ремонта. После того как сопрягая поверхность отверстия I и рукава вала строго несена, отверстию I нужно быть отремонтированным. Поверхностные методы ремонта частей металла включают гальванизировать, электрическая плакировка щетки, термальный распылять, отделывать поверхность, плакирование лазера, поверхностное прилипание, etc., и толщина и прочность покрывая ремонта. Учитывающ носку отверстия I, удобства и экономики вышеупомянутой технологии ремонта, толщины и прочности ремонта плакирования, мы выбрали защищаемую газом технологию ремонта торцовки заварки и заварки дуги при ручной сварке.
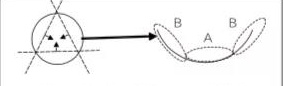
(2) отделывая поверхность отверстие вала
Разделите отверстие I в 3 равных части согласно направлению апертуры, и обеспечьте что сваривая область в горизонтальном верхнем положении путем поднимать или слегка ударять, где зона a положение сварки в горизонтальном положении и зона b положение сварки в горизонтальном положении. Сваривая параметры зоны. К тому же, для тяжелых царапин, поверхностей носки, и бортовых поверхностей носки), различные параметры использованы для того чтобы сварить, и отделывая поверхность толщина зависит от степени носки отверстия I.
Во время сваривая процесса, сваривая провод сварен от снаружи к внутренности вдоль направления отверстия вала. Для предотвращения дефектов unfusion, последняя сварка должна быть отжата на 1/2~2/3 из первой сварки во время заварки. Толщина каждого слоя проконтролирована на 2~3mm, и удаление шлака необходимо между сваривая слоями. После того как торцовка сверх, размер апертуры около 10% более небольшое чем стандартная апертура, который нужно облегчить подвергнуть механической обработке. Отверстие тавота на внутренней стене отверстия вала сразу сваренный отделывать поверхность. После того как отверстие вала подвергается механической обработке, его можно просверлить вручную со сверлом.
Поднимите ручку к положению плоской сварки конечной грани рукава вала, и отделывать поверхность конечная грань отверстия вала. Перед отделывать поверхность, смелите дуга начиная конец сварки, и используйте метод сварки кольцевым швом для того чтобы сварить изнутри наружу. После отделывая поверхность заварки, оба конца отверстия вала 5~7mm более толстое чем нормального размера для обеспечения необходимого размера для подвергать механической обработке. Во время сваривая процесса, сваривая шов должен обеспечить ровный переход, и никакие проседание, поры и очевидные буераки не позволены избежать повлиять на подвергая механической обработке точность.
(3) подвергая механической обработке отверстие вала
После диаметра и конечной грани отверстия i завершена торцовке, оно нужно подвергнуться механической обработке. Подвергая механической обработке шаги следующим образом.
Во-первых, поднимите ручку и пре-соберите ее. Поднимите отделывая поверхность ручку с отверстием I к подвергая механической обработке разбивочной платформе для пре-установки. В это время, сперва использовать стального правителя для того чтобы отрегулировать симметрию отверстия II, отверстие III, v отверстие и самолет ссылки подвергая механической обработке центра для того чтобы сделать отступление симметрии не позднее 1mm для обеспечения точности последующей подвергая механической обработке регулировки.
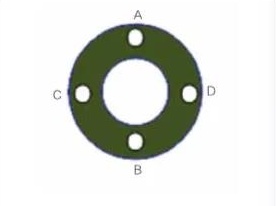
Secondly, сделайте точные регулировки к ручке и полному располагать. Используйте рубиновый зонд подвергая механической обработке центра точно для того чтобы отрегулировать ручку. Используйте рубиновый зонд для того чтобы измерить размер II и III отверстия и отрегулировать ручку. Определить размер разбивочных координат отверстия II и отверстия III, движения рубиновый зонд вверх, вниз, левый, и справедливо такого же расстояния к пунктам a, b, c, и D. Эти 4 пункта близко к наружному краю отверстия II и отверстия III. Пункты должны быть ровны и свободны меток носки.
Еще раз, определите координаты Я-отверстия подвергая механической обработке. Установите оси координаты z на эти 4 этапа на конечной грани отверстия как a, b, c, d, установите координаты конечной грани отверстия ручки II как A1, B1, C1, D1, и координаты конечной грани отверстия III как A2, B2, C2, D2; Отрегулируйте ручку для обеспечения что ошибка каждого координированного пункта чем 0.1mm. Измерьте координаты центра отверстия II, отверстия III, отверстия IV, и отверстия v, и определить подвергая механической обработке координаты отверстия I через программного обеспечения MDS и программы механического инструмента.
В конце концов, я продырявливаю обработан согласно техническим требованиям чертежей. Если поры в отверстии ремонта сваривая после обработки, то оно должно как следует быть отремонтировано согласно условию поры. После проходить осмотр, я продырявливаю ручки буду отремонтирован.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!